從事環保設備和塗裝設備研發和生產的專業性企業
集產品設計、開發、生產、安裝和售後服務一體的生產廠家
服務熱線
18163579415
0710-3332903
公司")
集產品設計、開發、生產、安裝和售後服務一體的生產廠家
18163579415
0710-3332903


 熱門推薦
熱門推薦
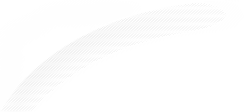
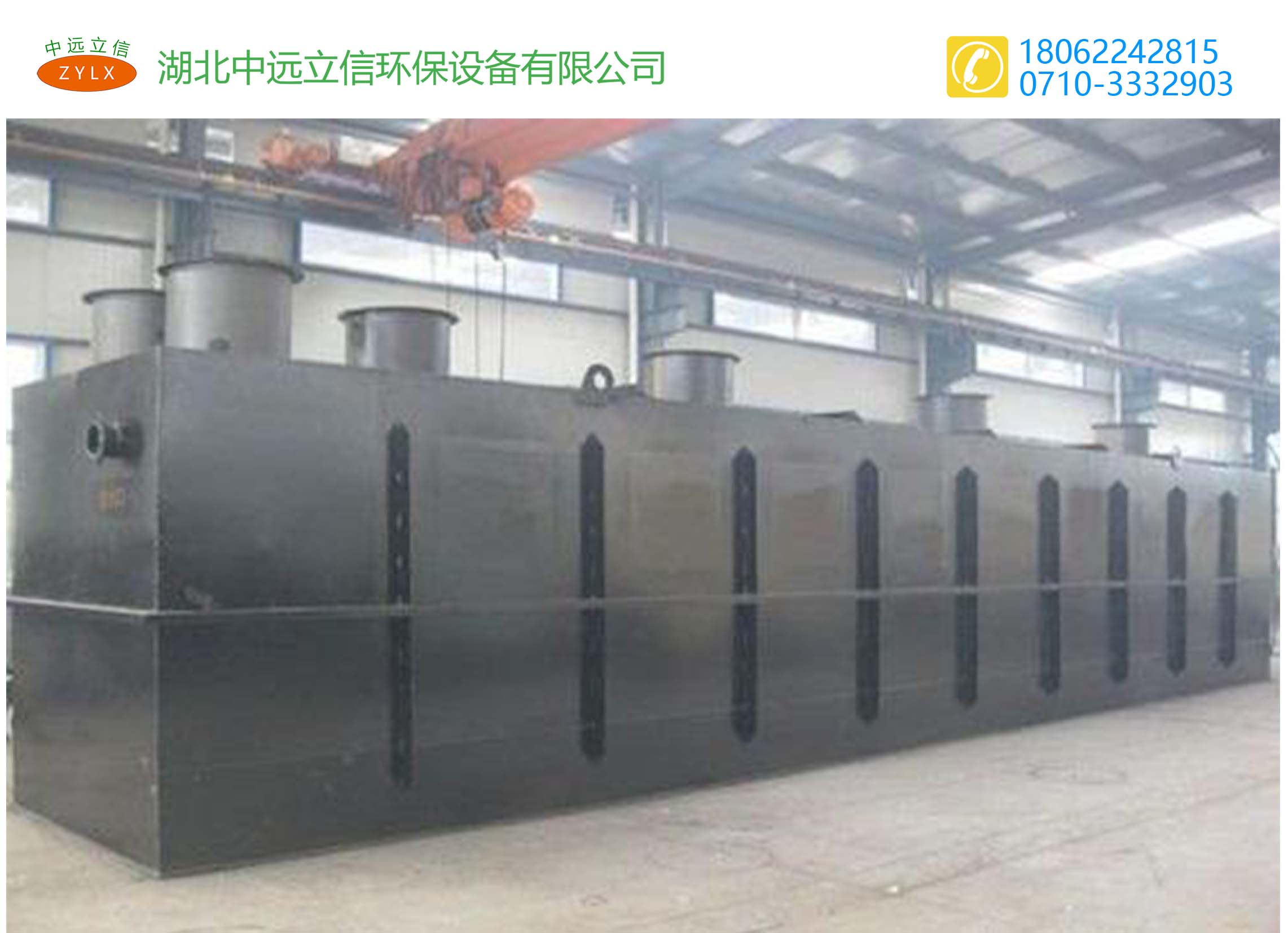
 生活汙水(shuǐ)處理設備
生活汙水(shuǐ)處理設備
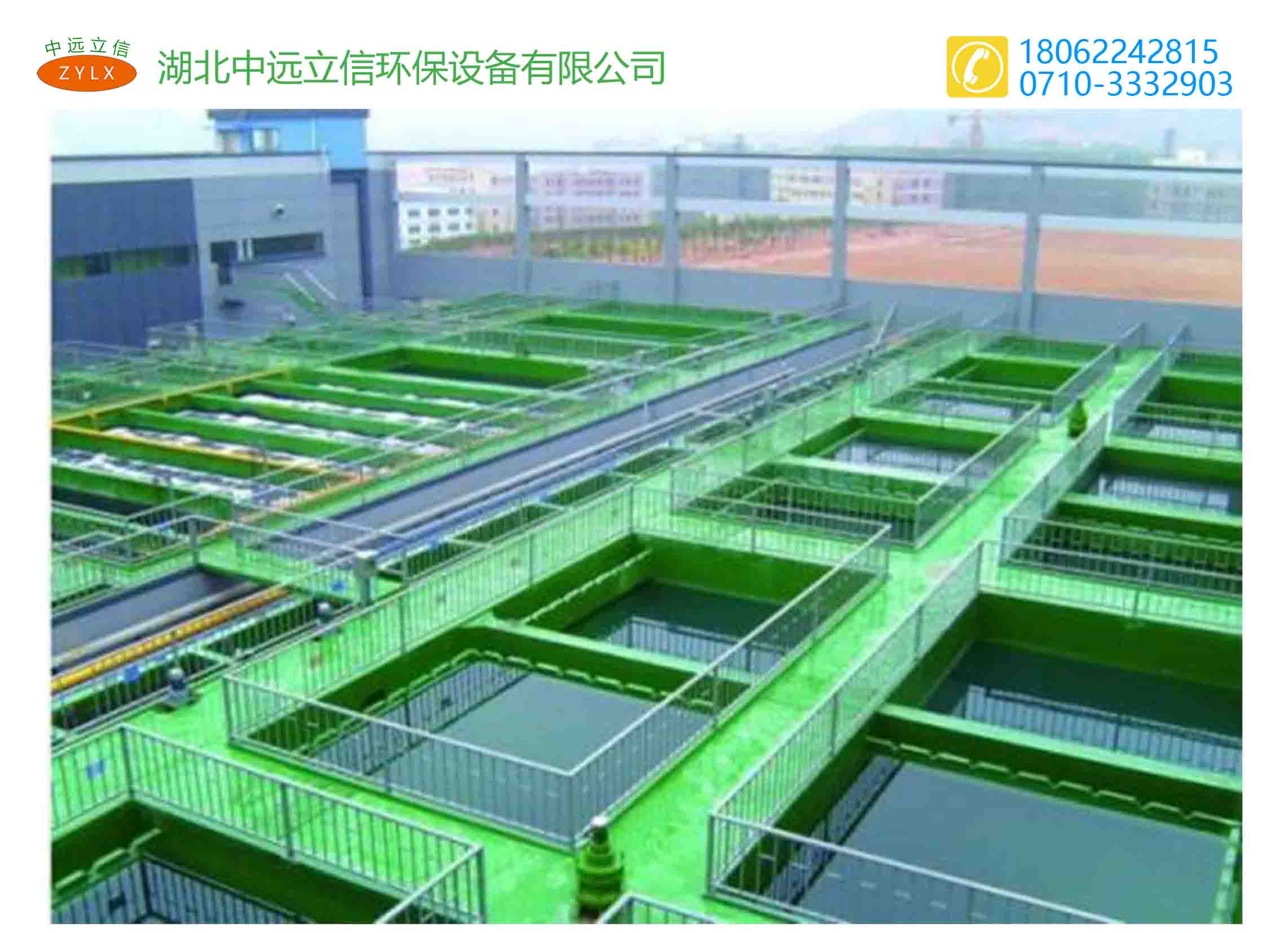
 RCO活性炭(tàn)催化燃(rán)燒一體(tǐ)機
RCO活性炭(tàn)催化燃(rán)燒一體(tǐ)機
 整體移動噴漆房
整體移動噴漆房
 噴漆烘幹房
噴漆烘幹房
 伸(shēn)縮移動噴漆房
伸(shēn)縮移動噴漆房
 RCO催化(huà)燃燒裝置
RCO催化(huà)燃燒裝置
 塗(tú)裝流水線
塗(tú)裝流水線
 噴(pēn)烘一體(tǐ)房
噴(pēn)烘一體(tǐ)房
 全自動機械回收(shōu)式噴砂房
全自動機械回收(shōu)式噴砂房
 打磨(mó)房
打磨(mó)房
 噴砂房
噴砂房
 濕式除塵(chén)器
濕式除塵(chén)器
 氣箱式布袋除塵器
氣箱式布袋除塵器
 脈衝反吹(chuī)布袋除塵器
脈衝反吹(chuī)布袋除塵器
 濾筒除塵器
濾筒除塵器
 不鏽鋼除塵(chén)器
不鏽鋼除塵(chén)器
 沸石轉輪
沸石轉輪
 廢氣淨化器
廢氣淨化器
 湖(hú)北活性炭廢(fèi)氣(qì)淨化器
湖(hú)北活性炭廢(fèi)氣(qì)淨化器
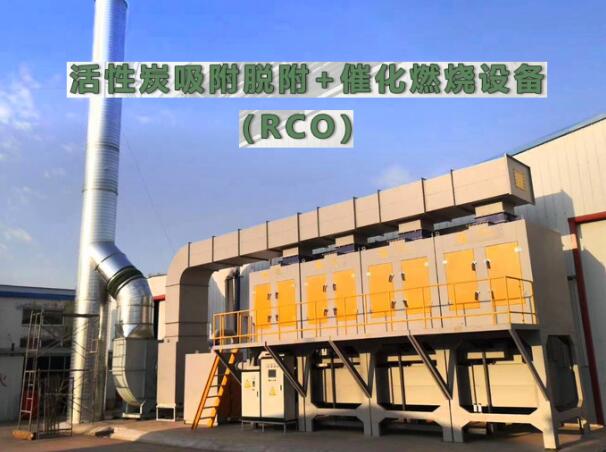
 自動加藥配套設備及配件
自動加藥配套設備及配件
 醫院汙水處理設備
醫院汙水處理設備
 食品廠廢(fèi)水處(chù)理設備
食品廠廢(fèi)水處(chù)理設備
 噴漆(qī)廢水處(chù)理設備
噴漆(qī)廢水處(chù)理設備
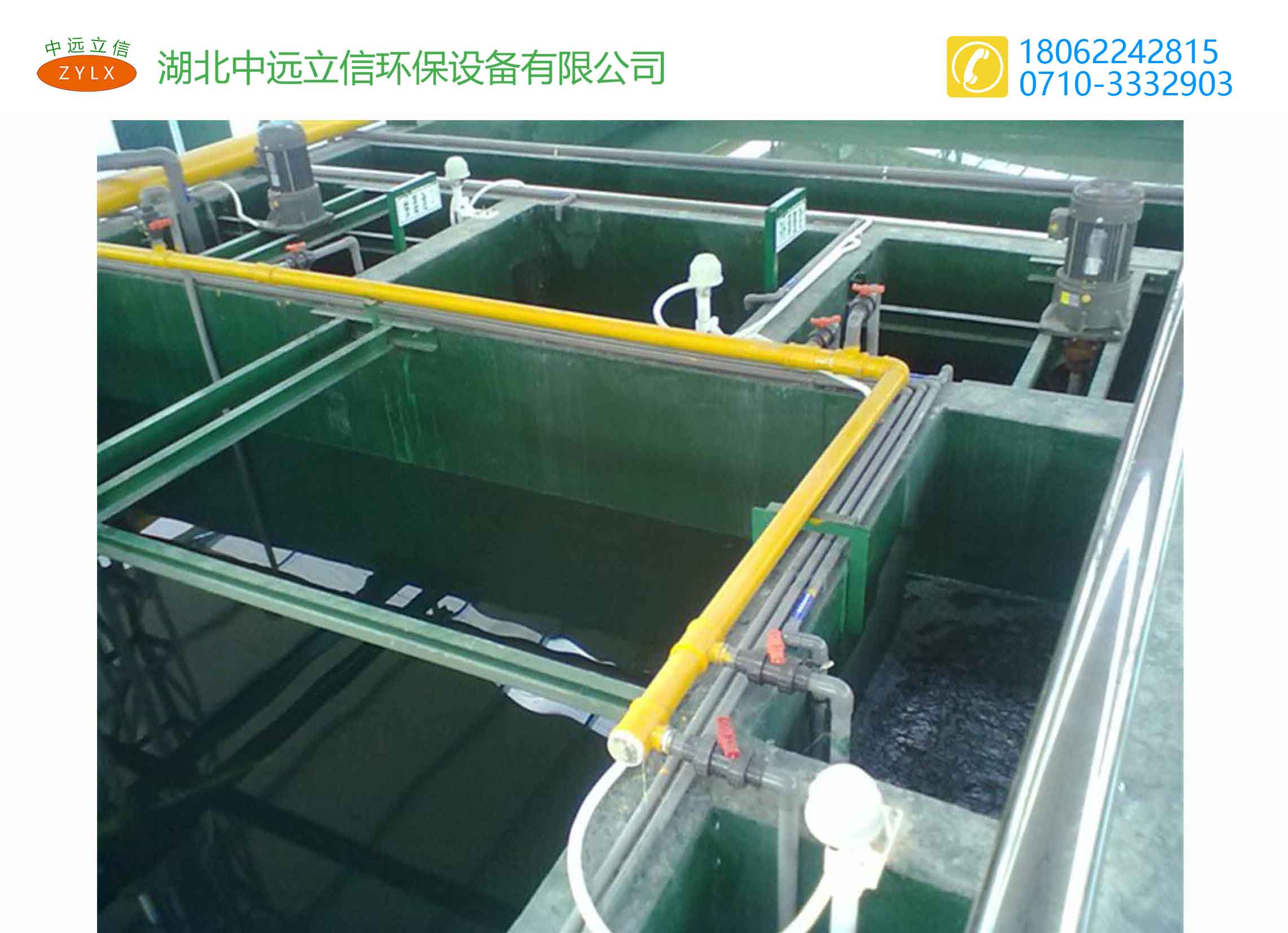 電鍍廠廢(fèi)水處理設備
電鍍廠廢(fèi)水處理設備
 MBR膜汙水處理設備
MBR膜汙水處理設備
 風量催化燃燒一體機(jī)
風量催化燃燒一體機(jī)
 固定噴漆房
固定噴漆房
 打磨噴漆烘幹油漆房
打磨噴漆烘幹油漆房
 噴烘噴漆房
噴烘噴漆房
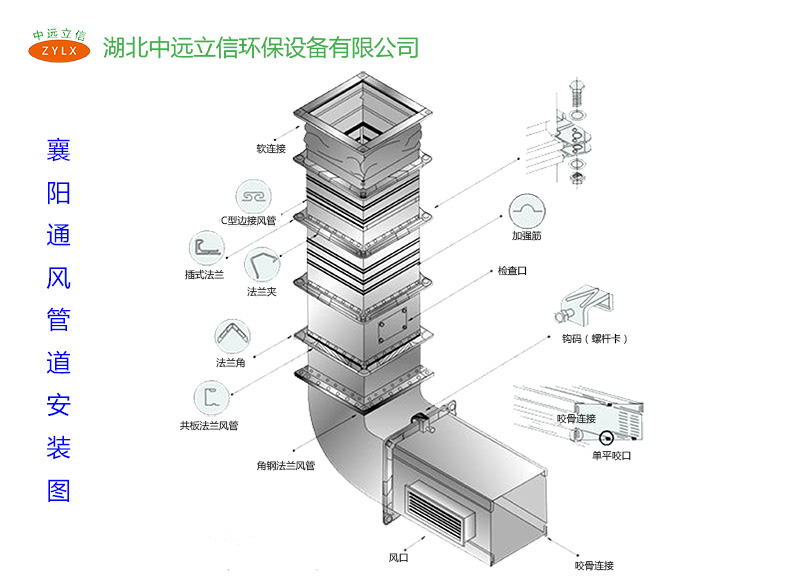 襄(xiāng)陽(yáng)通風管道
襄(xiāng)陽(yáng)通風管道
 打磨除(chú)塵器
打磨除(chú)塵器
 伸縮移動打磨除塵房
伸縮移動打磨除塵房
 無泵水幕漆霧過濾器
無泵水幕漆霧過濾器
 湖北催化燃燒設備出售
湖北催化燃燒設備出售
 湖北伸縮移動(dòng)噴(pēn)漆房
湖北伸縮移動(dòng)噴(pēn)漆房
 脈衝反吹式濾筒除塵器
脈衝反吹式濾筒除塵器
 活(huó)性炭廢氣淨化器
活(huó)性炭廢氣淨化器
 UV光氧廢氣淨化器
UV光氧廢氣淨化器
 酸霧廢氣噴淋塔
酸霧廢氣噴淋塔
 RTO催化燃燒裝置(蓄熱式)
RTO催化燃燒裝置(蓄熱式)
 幹式漆霧過濾器
幹式漆霧過濾器
 焊煙淨化器
焊煙淨化器
 水簾(lián)式噴漆櫃
水簾(lián)式噴漆櫃
 固定式噴漆房
固定式噴漆房
 脈衝反吹式(shì)布袋除塵器
脈衝反吹式(shì)布袋除塵器
 噴淋式前處理生產線
噴淋式前處理生產線
 塑(sù)粉回收淨化器
塑(sù)粉回收淨化器
 伸縮移動式噴漆房
伸縮移動式噴漆房
 噴淋塔
噴淋塔
 風力循環噴(pēn)砂(丸)室
風力循環噴(pēn)砂(丸)室
 噴砂(shā)房專用(yòng)除塵器
噴砂(shā)房專用(yòng)除塵器
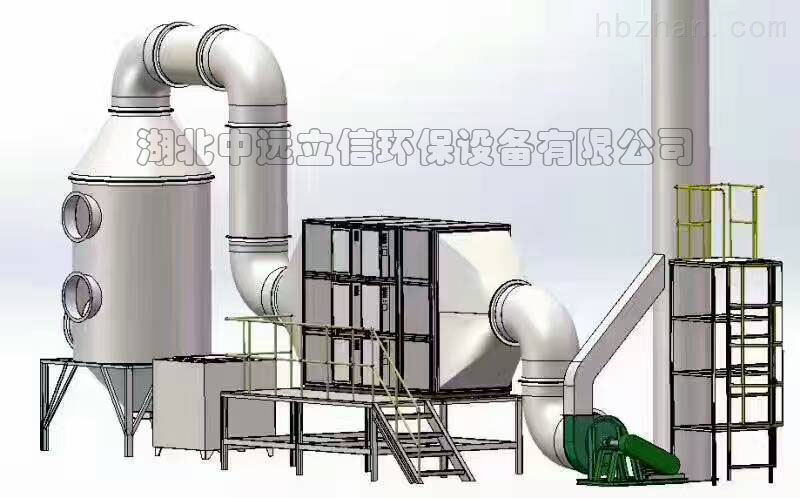
 催化燃燒淨(jìng)化設備
催化燃燒淨(jìng)化設備
 伸縮移動焊煙除塵房
伸縮移動焊煙除塵房


重慶(qìng)噴漆房(fáng)進行噴漆工藝(yì)的主要流程

一:除油
1.去除黑色金屬工件在(zài)生產過程中(zhōng)表麵的油汙,用槽浸法.堿液清洗配方:氫氧化鈉4%,磷酸鈉4%,磷酸三鈉4%,OP-10乳(rǔ)化液(yè)0.3%,溫度90~95℃,處理(lǐ)時間5~8分鍾.處理後檢查方法:水洗後用刷帚刷,目測油汙是否去淨。
2.去除有色金屬工件表麵的油汙,用槽浸法.采用KL-13型除油除鏽添加劑處理(該添加(jiā)劑為白色粉末),使用濃度:兌水比例2%,溫(wēn)度大於(yú)5℃(如加溫處理速度加快),時間5~10分鍾,槽液PH值:7。
3.塑料製品的表麵除油,用槽浸法(fǎ).選用KL-16型脫臘除油粉,使用濃度:兌水比例5%,溫度40~65℃,時間5~10分鍾。
4.清洗(除油後用水清(qīng)洗)
廠家")
二:除鏽
1.采用酸性除鏽,去除鋼鐵表麵的鏽垢,用槽浸(jìn)法.酸洗(xǐ)除鏽液配方:濃度31%的工業鹽酸,緩蝕劑3%,溫度:常(cháng)溫.處(chù)理時間3~8分鍾,處理後檢查方法:水洗後目(mù)測是(shì)否有鏽垢存在。
2.清洗(除鏽後用水清洗)
三:表調
用於磷化前的表麵處理,用槽浸(jìn)法(表調(diào)劑為白色粉末).配槽液時(shí)按每1~3公斤/噸的用量慢慢添加,攪拌(bàn)使(shǐ)其溶解.表(biǎo)調劑的(de)工作條件為PH值7.5~9.5,溫度:常溫,時間半分(fèn)鍾。
想要知道就找湖北中遠立信環保設備有限公司,熱線谘詢:18163579415
一掃立即關注")
手機(jī)掃一掃立即關注
18163579415
0710-3332903
 當前位置:
當前位置: